上海缘华企业发展集团有限公司
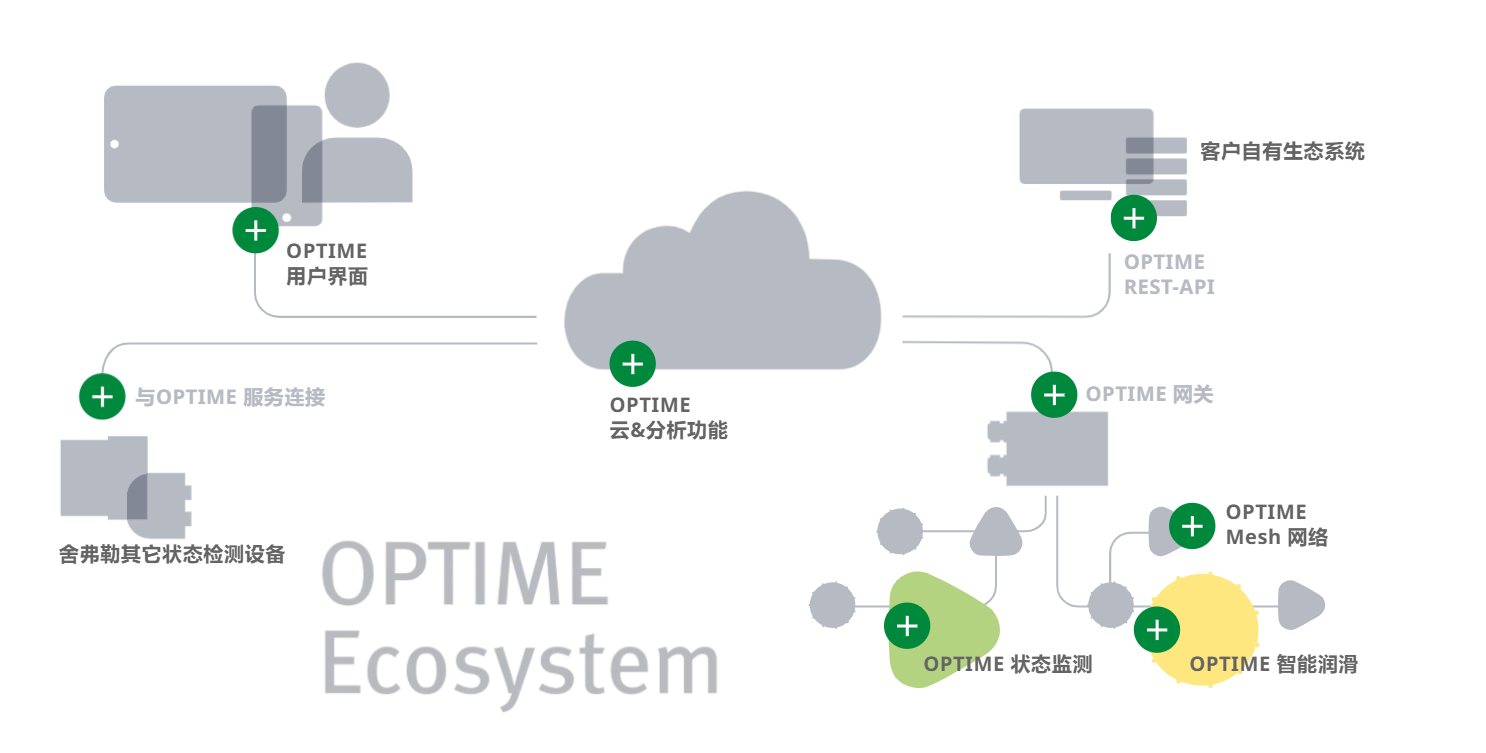
OPTIME 生态系统由德国舍弗勒(Schaeffler)研发,是一套面向工业领域的预测性维护(PdM)与智能润滑集成化解决方案。系统通过物联网(IoT)、人工智能(AI)与边缘计算技术,实现设备状态的实时监测、故障预警与自动化维护,助力企业从 “事后维修” 向 “预防性运维” 转型。
核心价值:
减少 80% 非计划停机:通过实时监测与预警,避免突发性设备故障。
降低 30% 润滑剂消耗:智能润滑系统按需精准供油,减少浪费。
节省 3% 能源成本:优化设备运行效率,降低能耗。
低成本无线监测:相比传统手持设备,节省 50% 人工巡检成本。
多模式监测逻辑:
标准模式(STM):每 4 小时固定采集数据,适用于连续运行设备(如电机、泵机)。
动态模式(DM):仅在设备运行≥30 秒时触发测量,适配间歇性启停设备(如压缩机)。
高动态模式(HDM):捕捉短时运行(5 - 30 秒)设备状态,专用于集装箱起重机等高速启停场景。
传感器技术:
OPTIME - 3:振动带宽 2 Hz–3 kHz,适配转速 120–3000 RPM,IP69K 防护,ATEX Zone 2/21 认证。
OPTIME - 5:扩展至 5 kHz 高频分析,适配≤5000 RPM 设备(如齿轮箱),电池寿命最长 5 年(视配置而定)。
安装便捷:单螺栓(M6)固定,NFC 近场配置,无需专业培训。
OPTIME C1 润滑器:
精准供油:单次润滑量 0.5 cm³,日润滑量 0.17–8.3 cm³(依赖 CONCEPT1 储油罐容量)。
远程控制:通过 APP 调整润滑周期(1 - 12 个月),自动预警低油量或故障。
联动策略:结合振动数据动态优化润滑频率,避免过度或不足润滑。
Mesh 网络:基于 Wirepas 协议(2.4 GHz ISM 频段),节点自主路由,覆盖半径 100 米(视距),无单点故障。OPTIME 网关:
Mesh 网络:基于 Wirepas 协议(2.4 GHz ISM 频段),节点自主路由,覆盖半径 100 米(视距),无单点故障。
OPTIME 网关:
标准型号:支持 LTE/4G、Wi - Fi、以太网,最大接入 50 个设备,工作温度 - 20°C 至 + 70°C。
防爆型号:通过 ATEX Zone 2/21 认证,适配矿山、化工厂等危险区域。
移动端 APP:
组管理:按位置、产线、设备类型分组,实时状态显示(红 / 黄 / 绿三色报警)。
机器管理:查看传感器 KPI、原始数据,远程添加设备。
报警分类:严重(立即维修)、警告(计划维护)、可疑(观察)。
Web 仪表盘:
全局视图:工厂级设备健康地图,报警通知确认,KPI 趋势分析。
管理员功能:用户权限管理、网关与传感器配置。
传输加密:HTTPS/TLS 1.2 协议,存储采用 AES - 256 加密。
设备认证:IEEE 802.1AR 安全标识,防止非法接入。
合规认证:CE、ATEX、FCC、RCM 等,符合 IEC 62443 - 3 - 0 工业网络安全标准。
组件
关键参数
OPTIME - 3 传感器
振动带宽 2 Hz–3 kHz,IP69K 防护,不可更换电池,典型寿命 5 年
OPTIME - 5 传感器
振动带宽 2 Hz–5 kHz,适配高速设备(≤5000 RPM),防爆认证
OPTIME 网关
支持 LTE/4G,IP66 防护, - 40°C 至 + 95°C 宽温运行(防爆型号)
C1 智能润滑器
润滑压力 < 10 bar,IP65 防护,PET 材质储油罐,NFC 配置
数字服务(必选):
基础功能:云端数据存储、用户管理、传感器激活。
分析服务:基于 AI 的自动诊断,推送故障根因报告。
增值服务(可选):
REST API:对接企业 ERP/MES 系统,访问历史数据。
专家服务:振动频谱深度分析、系统健康检查。
1. 制造业:汽车冲压生产线挑战:高速冲压机短时启停,传统监测难以捕捉异常。方案:部署 OPTIME - 5 传感器(HDM 模式),联动 C1 润滑器。成效:提前 21 天预警轴承磨损,避免停机损失,年节省 120 万美元。
挑战:高速冲压机短时启停,传统监测难以捕捉异常。
方案:部署 OPTIME - 5 传感器(HDM 模式),联动 C1 润滑器。
成效:提前 21 天预警轴承磨损,避免停机损失,年节省 120 万美元。
2. 能源行业:风力发电机组
挑战:偏远地区人工巡检成本高。方案:安装 OPTIME - 3 传感器与 C1 润滑器,Mesh 网络远程管理。成效:润滑剂消耗降低 35%,故障响应时间从 72 小时缩短至 2 小时。
挑战:偏远地区人工巡检成本高。
方案:安装 OPTIME - 3 传感器与 C1 润滑器,Mesh 网络远程管理。
成效:润滑剂消耗降低 35%,故障响应时间从 72 小时缩短至 2 小时。
3. 矿业:传送带驱动系统
挑战:粉尘环境设备状态难监测。方案:采用防爆传感器与网关,实时监控振动与温度。成效:年减少停机 400 小时,生产效率提升 18%。
挑战:粉尘环境设备状态难监测。
方案:采用防爆传感器与网关,实时监控振动与温度。
成效:年减少停机 400 小时,生产效率提升 18%。